| 第8章 「ふげん」における運転・保守技術の高度化 |
第 8 章 |
|
響するため、長さ測定を実施している。接触センサーを用いて、上部・下部ロールドジョイント接合部の段差の位置を測定する。原理は、センサー駆動部間に基準ゲージを内蔵し、それにセンサーの移動量を加えて長さを算出するものである。
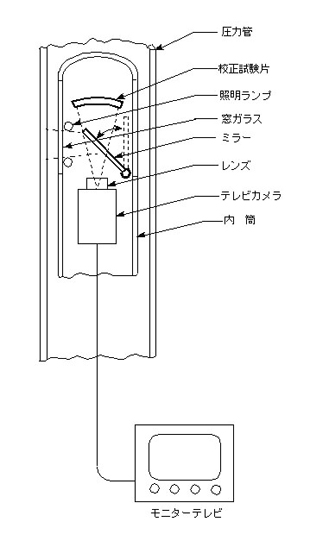
測定精度向上のため、 (5)内表面肉眼検査機能 内表面肉眼検査装置は、工業用テレビカメラシステムを使用し、耐放射線性や観察性能の面で改良を加えた。検査ヘッドは、テレビカメラ、レンズ、ミラー、照明ランプ等で構成し、圧力管集合体の内表面全面が観察できるように、
|
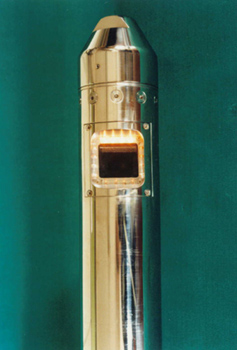
装置検査ヘッドを写真8.1.1に示す。
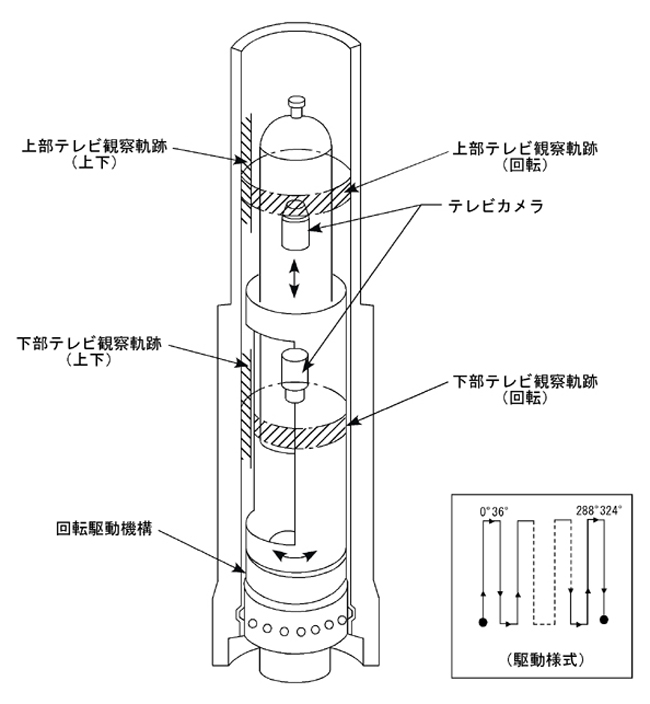
なお、観察性能は、検査対象部の明るさ(ハレーションを含む)に大きく左右されるので、観察窓の上下、左右の4箇所に照明ランプを設け、それぞれ独立して明るさの調整及び点灯及び消灯が行えるようにした。 検査範囲は、下部延長管の溶接部下から上部延長管の溶接部までの、圧力管集合体のほぼ全域である。
|
| 282 | ||