8
章
| 第8章 「ふげん」における運転・保守技術の高度化 |
第 8 章 |
|
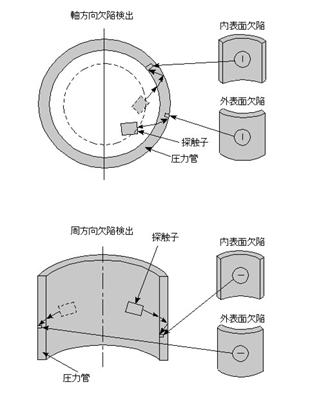
反射し、進んできた経路を通って探触子に戻ってくる。この反射波を検出することにより、疵の有無を検出することができる。超音波探傷原理を図8.1.5に示す。
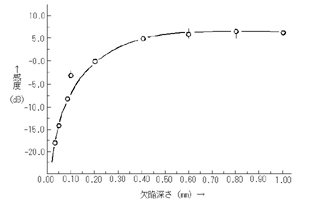
超音波周波数や超音波入射角等の探傷条件は、疵の検出性能に大きく影響する。このため、モックアップ試験により圧力管部材において最適な感度となる探傷条件の開発を行い、超音波周波数が10MHz、入射角が26度、探傷角が45度の条件を定めた。この結果、疵の検出性能は、深さ0.05mmの人工欠陥が検出できるものとなっている。超音波探傷検査検出性能の例を図8.1.6に示す。 圧力管本体部の探傷を行う また、
|
能を持っている。疵の検出性能確保の観点から、1回転1mmピッチの階段状の探傷モードにしており、高速度による一連の探傷が自動で可能となっている。また、自動以外に、手動モードで任意の箇所の探傷を行うことができる機能を有しており、更に欠陥を検出する探触子の前方に、発射された超音波の一部が戻ってくるように反射体を設けている。この反射波を検知することにより、検査中における装置の異常の有無が、常時確認できるようになっている。
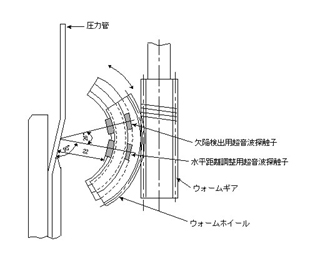
ロールドジョイント部の探傷原理を図8.1.7に示す。 (3)内径測定機能 原子炉運転中、圧力管部材は、中性子により照射され、その内部に高温、高圧の冷却材が流れるため、照射クリープ現象によって、内径が1年間に最大100
|
| 280 | ||