
平成23年8月3日
J-PARCセンター
茨城県東海村の大強度陽子加速器施設J-PARC※1において、震災のため休止していた高周波加速空洞用※2の超高性能な金属磁性体コア※3の製造開発試験が再開され、大型の磁性体コアの量産に成功しました。これにより1日1枚の大型コアが順調に製造され、超高性能な磁性体を用いた高勾配加速空洞の試験に必要な枚数が揃いました。超高性能な大型コアにより、加速勾配※4を更に大幅に向上させることができます。加速空洞の高勾配化はJ-PARCの性能向上のみならず、将来の陽子・イオン加速器の小型化・費用削減に繋がります。
J-PARC 50GeVシンクロトロンでは、これまで3秒に1回ビームを加速し、約150kWのビームをユーザーに供給してきました。今後も更なるビーム強度の増強が求められていますが、その鍵となるのは一度に加速できる粒子の数を増やす技術と、加速周期をより短くする技術です。J-PARCではこの二つの技術で750kWのビーム加速を目指しています。加速周期を短くするには、より高い加速電圧を必要とします。これには多くの加速システムが必要ですが、設置できる場所が限られており、必要な電圧を得るには加速システムの高勾配化が必要です。今回の超高性能な大型磁性体コアの開発・製造は高勾配化に必要となる加速空洞の性能を飛躍的に高める技術です。
J-PARCでは高性能な金属磁性体を用いた空洞により、すでに世界最高の加速勾配を実現しています(図1)。今回成功した超高性能な大型コア量産により、この加速勾配を更に大幅に向上させることができます(図1)。ここで加速勾配向上の鍵となるのは、磁性体のインピーダンス※5と呼ばれる性能です。今回J-PARCで量産することができた磁性体コアは、直径80cm、厚さ2.5cm、重量60kgの大型のドーナツ形状のものです。このコアは、従来の高性能コアの約2倍のインピーダンスを持つため、使用する磁性体コアの枚数を減らすことができ、加速勾配を高めることができます。また、限られた電力でより高い高周波電圧を出力することができます。今回の開発の成功により、現在使われている電源や高周波増幅器を作り直すことなく、高い加速電圧を得ることが可能になります。
加速空洞の高勾配化はJ-PARCの性能向上のみでなく、今後作られる陽子・イオン加速器の小型化や、費用の削減に繋がります。
図3は、J-PARCで製造した大型で超高性能な磁性体コアです。厚さが現在J-PARCで使用されているものの7割しかないにも関わらず、性能(インピーダンス)は大きく上回っていることが確認されました。この金属磁性体は原料のアモルファスを熱処理し、ナノメーターサイズの結晶を析出させたものです。この熱処理過程で強力な磁場をかけることにより結晶の持つ磁化容易軸※6が磁場の方向に平行に揃った磁性材料を作ることができます。この磁場の向きを工夫し、ビームを加速する際に磁性体内に生じる高周波磁場がこの磁化容易軸と直交するようにすることで、ナノ結晶は低い高周波損失の状態となります。図4は、このコアを製造した、磁場中熱処理炉です。この装置が置かれているJ-PARCのハドロンホールは、J-PARC施設の中でも大震災による被災の大きかった場所ですが、ハドロングループ、低温グループの全面的なご協力により、今回の量産を行うことができました。また、この磁性体製造で鍵となるのは、アモルファス状態からナノメーターサイズの結晶が形成される過程ですが、この過程を詳細に調べるために同じJ-PARCのMLF(物質・生命科学実験施設)の世界最強のミュオンビームを用いた高温でのμSR※7と呼ばれる最新の技術が使われています。
J-PARCの大強度化、高性能化のためにはこの超高性能な金属磁性体を用いた空洞が必要となります。それには100枚を超える磁性体コアが必要のため、このような大型磁石と大型のオーブンを組み合わせることで量産することができるか、実証することが必要でしたが、約2週間の量産試験で1日1枚を安定に問題なく製造できることが分かりました。今後、今回製造した超高性能な磁性体コアを用いた高勾配な高周波空洞を製造し図1に示した高い性能の実現を目指します。また別の大型電磁石と今回使用したオーブンを組み合わせ、本格的量産体制を作る予定です。
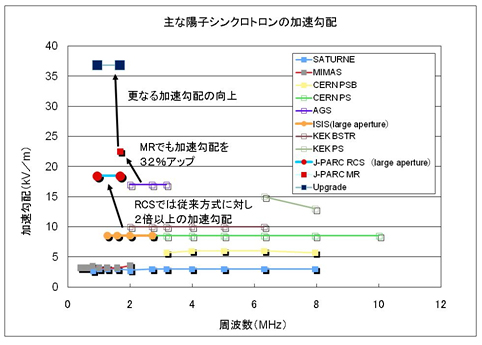
図1、世界の陽子(イオン)加速器に用いられている高周波加速空洞の加速勾配(1mあたりの加速電圧)の比較。J-PARCでは、すでに高性能な磁性体を使うことにより、フェライトを用いた外国の加速空洞の2倍以上の加速勾配を実現した。この性能を、今回開発に成功した超高性能な磁性体を用い、加速空洞の小型化を図ることで30kV/mを超える更なる加速勾配の向上が期待できる。
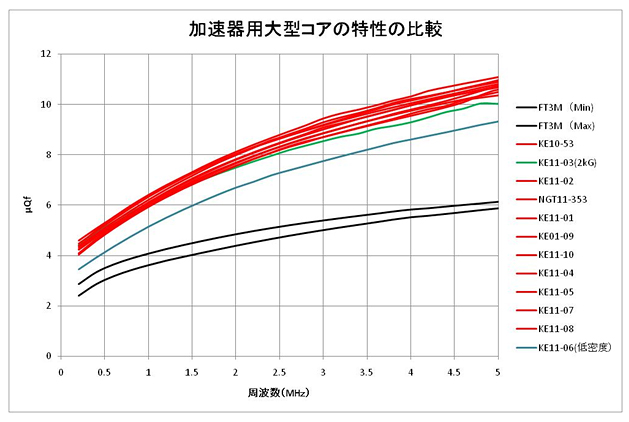
図2、従来の高性能な金属磁性体(黒線)と今回の量産で作られた超高性能なもの(赤線)の性能比較。縦軸はμQf(比透磁率、Q値、周波数の積)でインピーダンスをコアの形状できまる形状因子で割ったもの。横軸は周波数。超高性能な磁性体は同じ形状のものであれば、約2倍のインピーダンスを持つことになり、半分の電力で必要な電圧を得ることができる。青と緑の線は製造条件が異なり、低磁場で処理したもの(青)と磁性材料の密度の低い(緑)ものである。
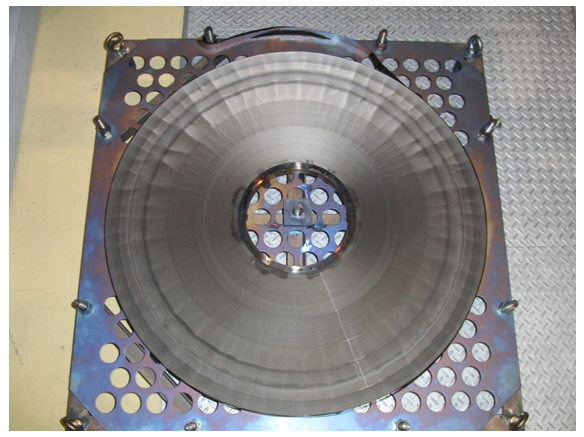
図3、超高性能な磁性体の写真。直径80cm、厚さ2.5cmのドーナツ形状である。厚さ13ミクロンの薄いアモルファスリボンを巻いたものを磁場中で熱処理することにより、磁化容易軸の向きの揃ったナノメーターサイズの結晶粒を形成することができる。

図4、金属磁性体を熱処理するためのオーブンと磁場をかけるための大型電磁石、量産に成功した加速器グループ。旧東京大学原子核研究所のFMサイクロトロンで使用されていたもので、原子核実験のためにJ-PARCハドロンホールに移設されたものを借りている。
以上